Individual Final Project
Carbon Forge Red: Engineering a Photoautotrophic System for the Conversion of CO₂ into L-Lactic Acid as a Raw Material for Poly Lactic Acid on Mars.
HTGAA 2026: Individual Final Project Documentation
SECTION 1: ABSTRACT
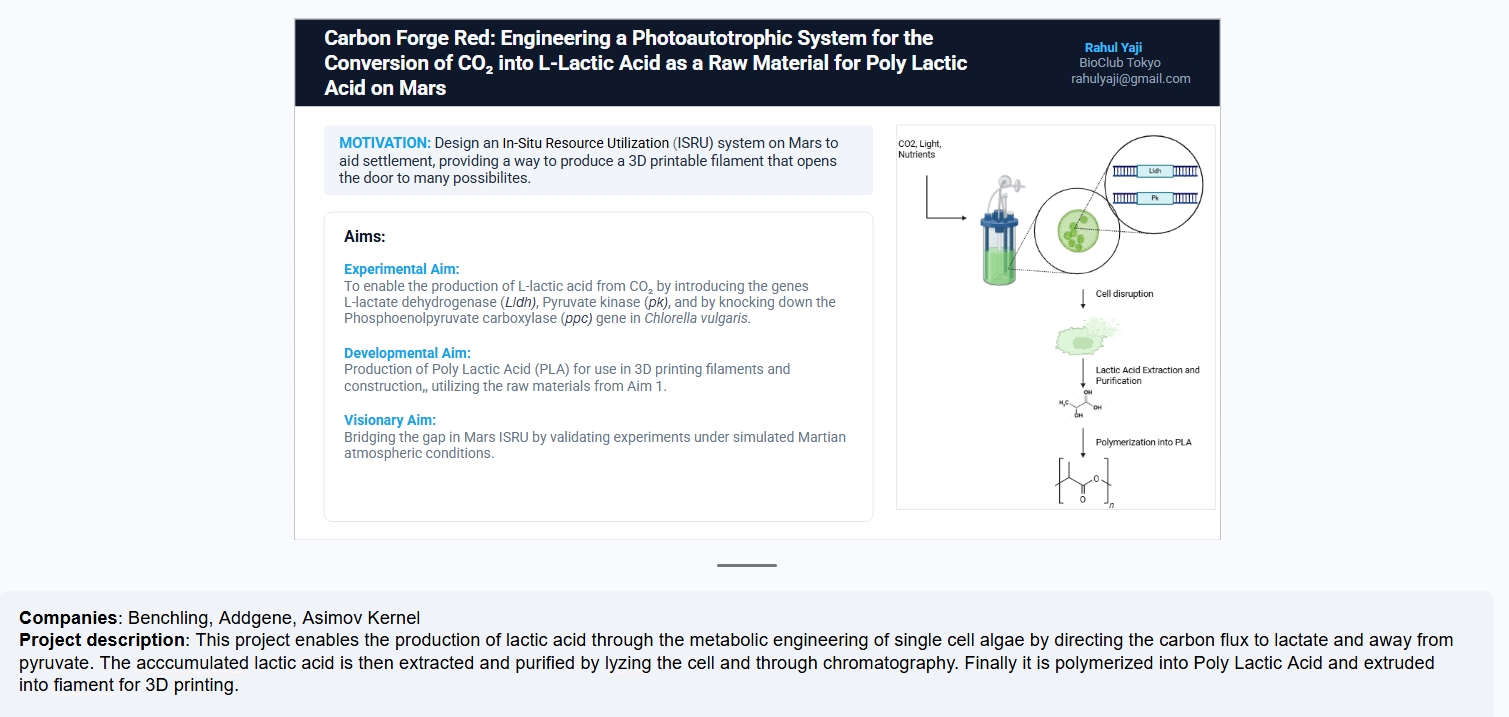
- Abstract: Sustainable Mars settlement requires In-Situ Resource Utilization (ISRU) to reduce dependence on Earth-based supply chains. This project addresses the critical need for manufacturing materials on Mars by engineering a biological system to convert atmospheric $CO_2$ into Polylactic Acid (PLA), a versatile bioplastic for 3D printing. The broad objective is to create a photoautotrophic platform using Chlorella vulgaris for carbon fixation and polymer precursor production. We hypothesize that by redirecting metabolic flux from pyruvate to lactate via the introduction of $L$-lactate dehydrogenase ($Lldh$) and pyruvate kinase ($pk$), while knocking down phosphoenolpyruvate carboxylase ($ppc$), significant yields of $L$-lactic acid can be achieved. Specific aims include genetically modifying the algae, validating lactate accumulation, and refining extraction protocols. Methods involve CRISPR-based metabolic engineering, cell lysis, and chromatography for purification, followed by chemical polymerization. This system bridges the gap in Martian ISRU by providing a renewable source for construction and tool fabrication.
SECTION 2: PROJECT AIMS
Define three aims for your final project (minimum one sentence per aim).
Aim 1: Experimental Aim
The first aim of my final project is to engineer Chlorella vulgaris to produce $L$-lactic acid from $CO_2$ by utilizing CRISPR-Cas9 gene editing to introduce $L$-lactate dehydrogenase ($Lldh$) and pyruvate kinase ($pk$) genes while knocking down the phosphoenolpyruvate carboxylase ($ppc$) gene. I will use Benchling for genetic circuit design and codon optimization, Addgene plasmids for the CRISPR backbone, and Asimov Kernel for metabolic modeling. The experimental workflow involves algal transformation, selection via antibiotic resistance, and verification of lactate secretion using high-performance liquid chromatography (HPLC).Aim 2: Development Aim
The second aim is to scale the biological production into a functional manufacturing pipeline by optimizing the downstream purification and polymerization of $L$-lactic acid into 3D-printable Poly Lactic Acid (PLA) filament. Following a successful Aim 1, this phase involves developing efficient cell lysis protocols, utilizing ion-exchange chromatography for high-purity lactic acid recovery, and performing ring-opening polymerization to create a resin suitable for extrusion into 3D printing filaments.Aim 3: Visionary Aim
The long-term vision for this project is to establish a self-sustaining In-Situ Resource Utilization (ISRU) framework for Mars settlement, where atmospheric carbon is converted into essential structural materials without Earth-based feedstock. By validating these experiments under simulated Martian atmospheric conditions, this project aims to address the major barrier of high-mass transport costs in space exploration, enabling a new paradigm of “biological manufacturing” where settlers can grow their own tools, spare parts, and habitats from the air they cannot breathe.
SECTION 3: BACKGROUND
Background and Literature Context
Provide background research that explains the current state of knowledge and identifies the gap your project addresses.
1. Briefly summarize two peer-reviewed research citations relevant to your research:
- This work highlights how metabolic pathway redirection and enzyme engineering can transform cyanobacteria into cell factories for biofuel and bioplastic precursors.
- The study applies synthetic biology to reprogram Synechocystis sp. PCC6803 for sustainable lactic acid production directly from CO₂.
- A heterologous lactate dehydrogenase (LDH) gene from Bacillus subtilis was stably integrated into the cyanobacterial genome, enabling light-driven conversion of carbon flux into L-lactic acid.
- To boost yields, the team coexpressed a soluble transhydrogenase from Pseudomonas aeruginosa, which enhanced NADH regeneration and improved metabolic efficiency.
Researchers engineered Synechocystis sp. PCC 6803 to produce optically pure D-lactic acid directly from CO₂ using sunlight, introducing a mutated glycerol dehydrogenase (GlyDH*) as a novel D-lactate dehydrogenase.
Productivity was enhanced through codon optimization of the heterologous gene and by balancing intracellular cofactors via expression of a soluble transhydrogenase from Pseudomonas aeruginosa.
Supplementation with acetate further boosted yields, not by serving as a direct carbon source for lactate, but by supporting biomass synthesis and redirecting carbon flux from CO₂ into lactate.
The engineered strains achieved titers up to 2.17 g/L, demonstrating how synthetic biology can reprogram cyanobacteria into efficient cell factories for sustainable bioplastic precursors like polylactic acid.
Polylactic acid (PLA) is biodegradable, compostable, and derived from renewable resources like corn starch and sugarcane. It has good mechanical strength (~60 MPa tensile), thermal stability (melting point 150–160 °C), and can degrade up to 90% within six months under composting conditions, making it a strong candidate to replace petroleum plastics.
PLA is synthesized from lactic acid obtained mainly via microbial fermentation using Lactobacillus or Rhizopus species. Polymerization occurs through condensation (low molecular weight) or ring‑opening polymerization (ROP), the latter being preferred for high molecular weight PLA with tailored properties.
PLA is widely used in packaging (biodegradable bags, food containers), biomedical devices (sutures, drug delivery systems, tissue scaffolds), textiles (eco‑friendly fibers), and 3D printing. Its biocompatibility and biodegradability make it especially valuable in medical and sustainability contexts.
Despite its promise, PLA faces hurdles such as high production costs, brittleness, and limited flexibility. Research focuses on improving catalysts, blending with other polymers, and integrating nanotechnology to enhance properties and scalability for broader industrial adoption.
2. Explain how your project is novel or innovative (minimum three sentences).
I. Integration of Biological Systems into Martian ISRU Paradigms
Traditional In-Situ Resource Utilization (ISRU) frameworks for Mars primarily focus on thermochemical processes, such as the Sabatier reaction, to produce fuel and oxygen. This project challenges existing paradigms by proposing a biological ISRU platform. By leveraging Chlorella vulgaris as a self-replicating “cell factory,” the research demonstrates a novel application of synthetic biology to convert the Martian atmosphere ($CO_2$) directly into structural materials (PLA), thereby bypassing the need for high-mass feedstock transport from Earth.
II. Precision Metabolic Flux Redirection in Chlorella spp.
While lactic acid production has been demonstrated in other species of prokaryotic cyanobacteria, this project innovates through a tripartite genetic modification strategy in the eukaryotic microalgae Chlorella vulgaris. By utilizing CRISPR-Cas9 to introduce heterologous $L$-lactate dehydrogenase ($Lldh$) and pyruvate kinase ($pk$) while simultaneously implementing a knockdown of phosphoenolpyruvate carboxylase ($ppc$), the research expands the boundaries of algal metabolic engineering. This specific combination of “push” and “pull” genetic edits is designed to maximize carbon flux toward $L$-lactic acid, representing a sophisticated advancement over single-gene insertions.
III. End-to-End “Cell-to-Component” Manufacturing Pipeline
A significant technological innovation of this project is the development of a closed-loop manufacturing methodology that bridges the gap between synthetic biology and additive manufacturing. The workflow integrates computational genetic design (via Asimov Kernel) with downstream chemical processing—specifically the refinement of extraction protocols and ring-opening polymerization (ROP) for filament extrusion. This establishes a new methodology for autonomous, light-driven production where biological output is directly translated into 3D-printable hardware, providing a scalable model for sustainable extraterrestrial settlement.
Reference Summary of Core Innovations
| Innovation Category | Traditional Approach | Carbon Forge Red Approach |
|---|---|---|
| Material Source | Earth-shipped polymers | Martian $CO_2$ conversion |
| ISRU Method | Mechanical/Chemical | Synthetic Biology (Photoautotrophic) |
| Production Cycle | Linear Supply Chain | Circular “Cell-to-Filament” Pipeline |
3. Explain why your project matters and what impact it could have (minimum five sentences).
The Carbon Forge Red project addresses the critical bottleneck of logistics in long-duration space exploration: the prohibitive cost and extreme risk associated with Earth-dependent supply chains. Current Mars mission architectures are severely constrained by the mass and volume of raw materials required for construction and maintenance, making the establishment of a permanent settlement logistically fragile. By engineering a photoautotrophic system to convert atmospheric $CO_2$ into Polylactic Acid (PLA), this project provides a vital solution for In-Situ Resource Utilization (ISRU), allowing settlers to manufacture essential tools and structural components locally rather than waiting for terrestrial shipments. This project also marks a significant advancement in synthetic biology by demonstrating that eukaryotic algae can be reprogrammed to maintain high metabolic flux toward polymer precursors even in resource-limited environments. By validating the extraction and polymerization process under Martian atmospheric parameters, the project shifts the field-level paradigm from “exploration via cargo” to “settlement via biological manufacturing.” The impact of this work is the creation of a self-sustaining infrastructure loop, enabling pioneers to grow their own habitats, tools, and replacement parts directly from the air they cannot breathe. Ultimately, this creates the foundation for true Martian autonomy, where the success of a colony is limited only by its biological efficiency rather than its proximity to Earth.
4. Describe the ethical implications associated with your project and identify relevant ethical principles (minimum two paragraphs).
The ethical implications of the Carbon Forge Red project primarily center on the introduction of genetically modified organisms (GMOs) into extraterrestrial environments, often referred to as planetary protection. By engineering Chlorella vulgaris for Mars-based manufacturing, we encounter the risk of forward contamination—the accidental transfer of Earth-based life to another planet—which could permanently obscure our ability to detect indigenous Martian life or irreversibly alter the Martian “wilderness.” Furthermore, the dual-use nature of metabolic engineering poses a concern; while the intent is to produce bioplastics for habitats, the same gene-editing techniques could theoretically be repurposed to create harmful biological byproducts or disrupt local ecological balances if a biosphere were ever to exist. This involves the ethical principle of Non-Maleficence, ensuring that our technological footprint does not cause unintended harm to a pristine planetary environment. To ensure ethical conduct and societal responsibility, rigorous containment and “biocontainment” protocols must be implemented (one can refer my homework of week 1), such as the use of Kill Switches—genetic circuits that cause the algae to self-destruct if they escape the controlled bioreactor environment. These measures align with the principle of Responsibility, emphasizing that scientists must be stewards of the environments they manipulate. Additionally, a framework of Transparency and Justice should be adopted, ensuring that the genetic resources and technologies developed for Martian settlement are not monopolized by a single entity but are shared to benefit the broader scientific community. Societal responsibility also dictates that we conduct extensive terrestrial simulations and ethical peer reviews to assess the long-term impact of “biological manufacturing” before any actual deployment occurs in space. But designing a kill switch is beyond the scope of this project right now, and will be addressed on a future date.
SECTION 4: EXPERIMENTAL DESIGN, TECHNIQUES, TOOLS, AND TECHNOLOGY
Create a detailed experimental plan for your final project. Include a timeline for each part (minimum 15 lines/sentences).
Experimental Plan: Optimizing Photoautotrophic L-Lactic Acid Production in Engineered Synechocystis sp. PCC6803
Phase 1: Genetic Construct Design and Molecular Cloning
- Methods & Tools
- Design and construct integration and replicative plasmids using standard BioBrick assembly techniques.
- Codon Optimization: Target genes ($ldh$ from Bacillus subtilis and Lactococcus lactis, $sth$ from Pseudomonas aeruginosa, and $pk$ from Enterococcus faecalis) will be optimized using the OPTIMIZER application.
- Regulatory Elements: Genes will be placed under strong promoters ($Ptrc$ or $Ptrc2$) and equipped with the transcriptional terminator BBa_B0014.
- Vector Construction:
- Integration: pBluescript II SK(+) backbone with homologous flanking regions targeting the slr0168 docking site or the ppc (phosphoenolpyruvate carboxylase) locus.
- Replication: Utilize the pDF_LDH replicative plasmid (RSF1010 origin) for high-copy expression.
- Cloning: PCR amplification using high-fidelity Pfu or Pwo DNA polymerases; all constructs cloned into E. coli XL-1 blue host cells.
- Expected Results
- Successful isolation of sequence-verified plasmids with correctly oriented $ldh$, $sth$, and $pk$ gene cassettes.
- Functional pairing with kanamycin or streptomycin antibiotic resistance markers.
Phase 2: Cyanobacterial Transformation and Segregation
- Methods & Tools
- Transformation: Genomic integration via natural transformation of glucose-tolerant Synechocystis sp. PCC6803 wild-type cells using 5–10 μg of plasmid DNA.
- Conjugation: Triparental mating for replicative plasmids using E. coli J53 (pRP4) as the helper strain.
- Selection: Plating on BG-11 agar supplemented with 5 mM glucose, 0.3% sodium thiosulfate, and selective antibiotics.
- Segregation: Drive complete chromosome segregation via repeated, step-wise restreaking onto plates with increasing antibiotic concentrations (up to 20 μg/mL kanamycin).
- Verification: Confirm segregation using colony PCR with Taq DNA polymerase.
- Expected Results
- Generation of fully segregated, viable mutant strains (e.g., SAA023, SAW039, and SAW041).
- Partial segregation for the ppc knockdown strain (SAW033), as ppc is an essential gene.
Phase 3: Culturing, Phenotyping, and Lactic Acid Quantification
- Methods & Tools
- Culturing: Batch liquid BG-11 medium (50 mM $NaHCO_3$ or 10 mM TES-KOH, pH 8) in shaking incubators at 30°C under constant white-light illumination.
- Growth Kinetics: Monitor optical density at 730 nm (OD730) using a spectrophotometer.
- Lactic Acid Assay: Quantify extracellular L-lactic acid in cell-free supernatants using a Megazyme 96-well enzymatic assay.
- Analytical Profiling: Precise organic acid quantification via HPLC using a Rezex ROA-Organic Acid H+ column and a refractive index (RI) detector.
- Expected Results
- The SAW041 strain (co-expressing $pk$) is expected to achieve the highest titers, reaching approximately 9.3 mM lactic acid.
- Anticipated growth retardation in high-yield strains due to metabolic burden.
- SAW033 (ppc knockdown) expected to show the highest carbon partitioning ratio (over 30%).
Phase 4: Protein Expression Profiling and Enzymatic Assays
- Methods & Tools
- Cell Harvesting: Late-exponential phase cultures harvested and disrupted using 100-μm glass beads at 4°C.
- Quantification: Protein concentrations determined via BCA protein assay.
- Expression Profiling: SDS-PAGE stained with Coomassie Brilliant Blue (CBB) G-250 to verify heterologous protein bands.
- In Vitro Assays:
- LDH Activity: Monitor NADH/NADPH oxidation at 340 nm upon addition of sodium pyruvate.
- PK Activity: Coupled reaction with exogenous LDH, monitoring NADH consumption initiated by phosphoenolpyruvate (PEP).
- Expected Results
- Confirmation of prominent protein bands for LDH and PK on SDS-PAGE.
- Verification of up to 10-fold higher LDH activity in multi-copy strains.
- Measurable shifts toward NADPH co-utilization in strains utilizing the mutated B. subtilis V38R LDH.
Techniques Checklist
[x] Pipetting
[x] Lab Safety
[x]Bioproduction
[x]Registry of Standard Biological Parts
[x]Chassis Selection (e.g., DH5alpha)
☒ Bioethical Considerations
[x] Plasmid Preparation
[x] Bacterial Culturing
[x] Quality Control/Analysis
[x] Bacterial Processing (Centrifugation, Lysis, DNA Purification)
[x] DNA Construct Design
[x] Restriction Enzyme Digestion
[x] Gel Electrophoresis
[x] DNA Purification From Gel
☐ Cell-Free Systems
☐ Freeze-Dried Cell-Free Systems
[x] Databases (GenBank, NCBI, Ensembl, UCSC Genome Browser)
☐ miniPCR Tools
[x] Protein Purification
Lab Automation
☐ Creating Code for Laboratory Automation
☐ Using Liquid Handling Robots (e.g., Opentrons)
☐ Designing a Twist Order
☐ Creating a plan to use the Autonomous Lab at Ginkgo Bioworks
CRISPR
☐ CRISPR/Cas9
☐ Designing Prime Editing gRNA
Protein Design
☐ Protein Design
☐ Use of Boltz or PepMLM
[x] Use of Asimov Kernel
[x] Use of Benchling
[x] Models and Notebooks
[x] Databases
1. Expand upon two techniques you checked above (minimum four sentences).
- Bioproduction: The metabolic engineering of Chlorella vulgaris facilitates a direct photoautotrophic transition from atmospheric $CO_2$ to $L$-lactic acid, leveraging the organism’s high photosynthetic efficiency to drive carbon flux toward polymer precursors. Achieving industrial-scale titers requires the transition from laboratory-scale benchtop setups to high-density photobioreactors, where precise control of light attenuation, $pCO_2$ saturation, and nutrient replenishment optimizes cellular productivity. Downstream processing involves high-throughput cell disruption and ion-exchange chromatography to isolate high-purity monomeric lactic acid, followed by catalytic ring-opening polymerization (ROP) to synthesize high-molecular-weight Poly Lactic Acid (PLA) resins. This integrated bioproduction pipeline is specifically designed for modularity, allowing for autonomous manufacturing cycles that transform raw Martian atmospheric components into a consistent supply of 3D-printable filaments for structural applications.
- Quality control and assurance: QA and QC for the production of Martian PLA necessitate a multi-stage validation framework to ensure structural integrity and biocompatibility of the synthesized filaments. Initial spectroscopic analysis via High-Performance Liquid Chromatography (HPLC) and Nuclear Magnetic Resonance (NMR) is required to verify the chemical purity and optical isomer ratio of the $L$-lactic acid monomers prior to polymerization. Following resin synthesis, the resulting Poly Lactic Acid must undergo rigorous thermomechanical profiling, including Differential Scanning Calorimetry (DSC) to determine glass transition temperatures and tensile strength testing to ensure compliance with aerospace structural standards. Finally, a closed-loop feedback system utilizing real-time sensor data from the extrusion process monitors filament diameter consistency and rheological properties, guaranteeing that every batch of biologically derived material meets the precision requirements for automated additive manufacturing in extraterrestrial environments.
- Identify any HTGAA Industry Council companies associated with your project (optional):
[x] Addgene
[] Epibone
[x] Ginkgo Bioworks
[] Helix Nano
[] Millipore Sigma
[x] BioFabricate
[] Biome Consortia
[] Bolt
[] Boltz.bio
[x] Cultivarium
[] DeepCure
[] Mycoworks
[] New England Biolabs
[x] Opentrons
[x] SecureDNA
[] Takeda Pharmaceuticals
[] Thermo Fisher Scientific
[] Transfyr.ai
[] Twist Biosciences
[] Upside Foods
[] Waters Corporation
SECTION 5: RESULTS & QUANTITATIVE EXPECTATIONS
You are required to validate at least one aspect of your final project aims.
DNA Design:

What aspect of your project did you choose to validate? I chose to validate the gene expression level, as it could be done virtually, without lab access.
Write a detailed protocol of how you validated it.
- Construct the gene casette in Asimov Kernel.
- The construct should contain: Promoter, RBS, Start Codon, CDS, Stop Codon, Terminator.
- Repeat the same steps for the one more gene.
- Use the simulate option to get the graphical representation of the gene expression levels
- What synthetic biology techniques did you use?
- Promoter construction
- Codon optimization
- Terminator construction
- Chassis organism selection
- Present data and analysis (experimental or simulated).
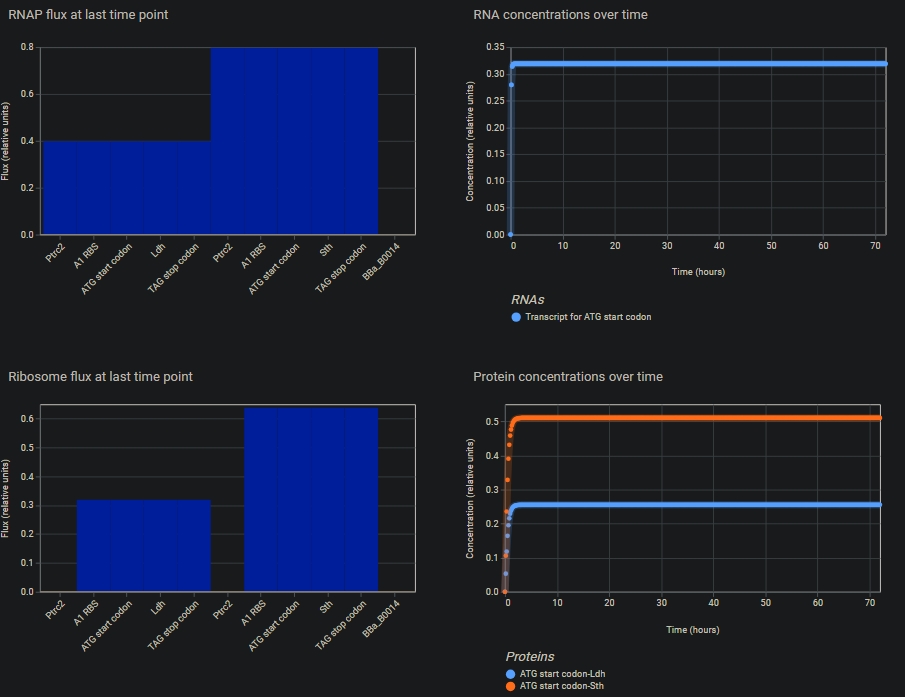
- Describe challenges, limitations, and alternative strategies.
Due to technical challenges, the DNA couldn’t be constructed in Benchling, and therefore Asimov kernel was selected. But here, only E. coli is available as the chassis organism. A eukaryotic expression model would have been better.
SECTION 6: ADDITIONAL INFORMATION
Sources:
- Engineering a Cyanobacterial Cell Factory for Production of Lactic Acid
- Photoautotrophic production of D-lactic acid in an engineered cyanobacterium
- Synthesis and Biological Application of Polylactic Acid
Supply List and Budget (Due to lack of access to real-world data, this was generated completely at the discreetion of Google Gemini:):
| Category | Item Description | Estimated Cost (USD) |
|---|---|---|
| Genetic Engineering | CRISPR-Cas9 reagents, codon-optimized gene synthesis ($Lldh, pk$), and metabolic modeling software | $15,000 – $25,000 |
| Cultivation Hardware | Modular high-density photobioreactors with $pCO_2$, temperature, and light attenuation controls | $40,000 – $60,000 |
| Analytical Equipment | HPLC columns/maintenance, NMR time-sharing, and enzymatic assay kits for quantification | $20,000 – $35,000 |
| Processing & Extrusion | Cell disruption systems for biomass recycle (bead beating), ion-exchange resins, and a custom vacuum-rated extruder | $25,000 – $40,000 |
| Martian Simulation | Atmospheric simulation chamber rental, $CO_2$/Argon gas mixes, and UV radiation testing | $30,000 – $50,000 |
| Personnel | Specialized labor (Molecular Biologist, Chemical Engineer, and Lab Technician) | $120,000 – $180,000 |
| Quality & Operations | ISO-standardized mechanical testing (tensile/DSC) and general laboratory overhead | $15,000 – $25,000 |
| Total Estimated Budget | Direct R&D and Prototyping costs for one year | $265,000 – $435,000 |